TiP TiG orbital
You are here


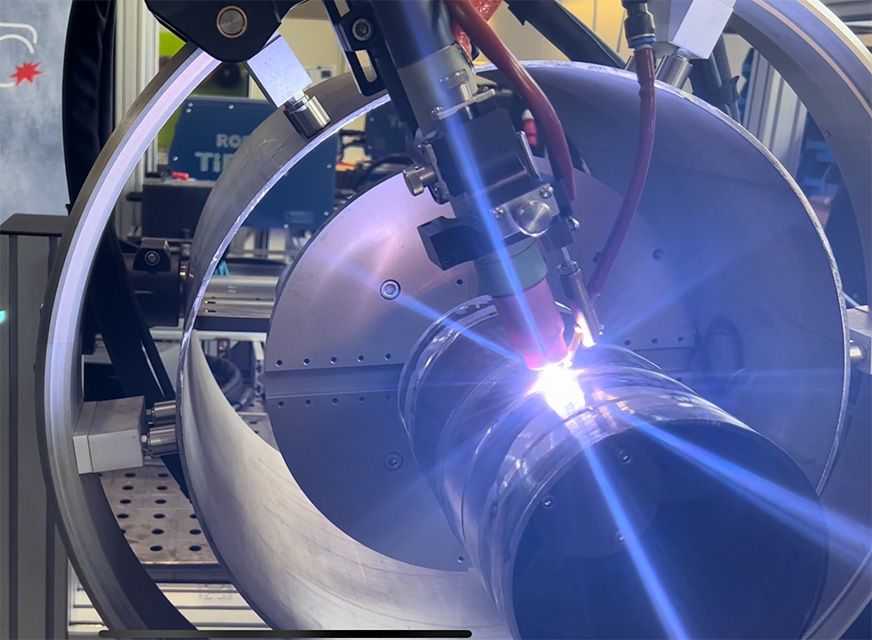






Process description
The TiPTiG wire feeder sytem provides a linear, steady forward movement of the wire electrode. Simultaniously, this movement is superimposed by a second forward/backward motion.
The result is a kinmatic energy, providing a dynamic and process-stable weld puddle. A second power source provides an resistance-preheated wire electrode, while touching the weld puddle.
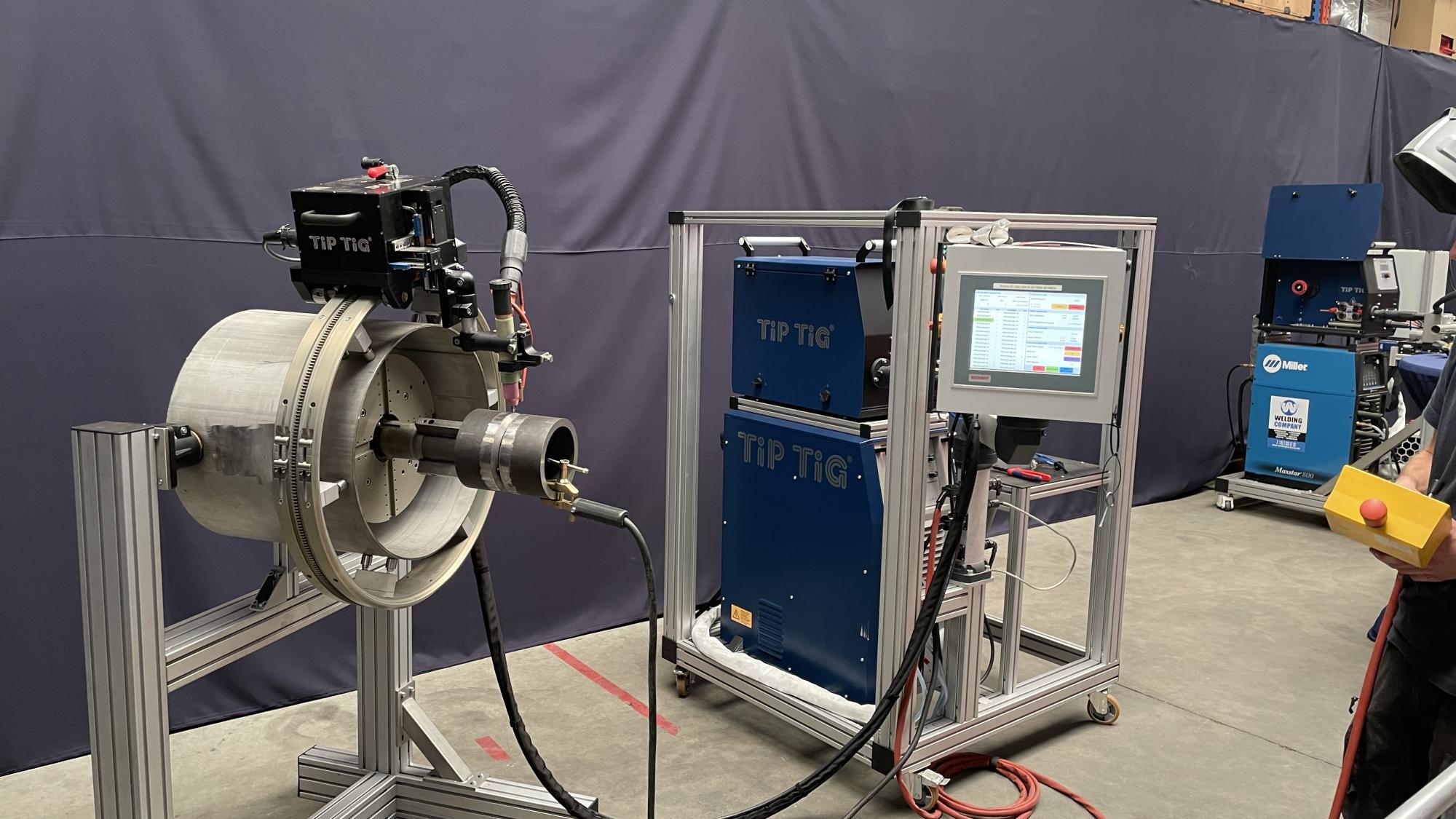
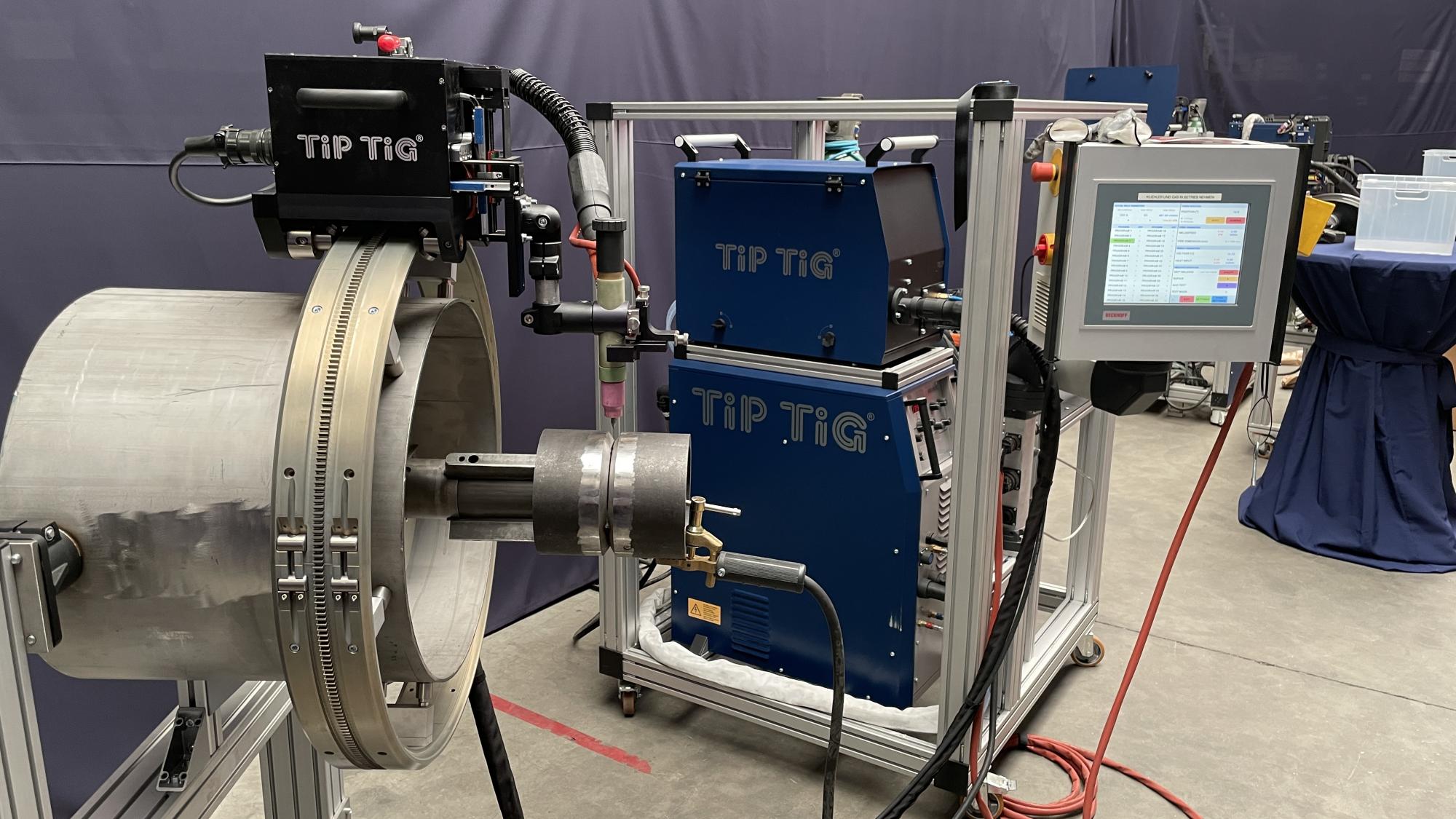
Components of the orbital system
- TiPTiG Orbital Control Cabinet with Beckhoff PLC
- TiPTiG Touch Panel 12", 2 GB Flash
- TiPTiG Tractor complete with stroke extension +-30 mm, y-axis
- TiPTiG Tractor hot wire feeder
- TiPTiG Tractor hot wire modul
- TiPTiG Interconnecting cable modul to feeder 1,4 m
- TiPTiG Orbital TIG 500iDC
- TiPTiG Alumnium profil box complete with wheels and rings for fork lift
- TiPTiG Interconnecting cable TIG 500iDC / 3,0 m
- TiPTiG Torch 410-S "A", water cooled
- TiPTiG Tractor torch interconnecting cable 4,0 m
- TiPTiG Spare box torch 400-S "A" large
- TiPTiG Tractor remote control box, 5,0 m cable
Application range
- TIG AC for Cold Wire applications, TIG DC for Hot Wire apllication, pipe butt welds in forced positions and longitudinal fillet-or butt welds
Materials for Hot Wire applications
Low-, medium- and high alloyed steel, Duplex, Superduplex, Copper and Titanium, Stellite, highly heat resistent materials P5,24,91,92
Application advantages
- HDMT technology
- universal automation for all butt weld applications
- compact size
- easy-to-use control unit for all parameters
- active interference while welding with remote control
- welding parameter memory
- AVC, AEA, OSC control
- welding with combined parameters
- easy processing of all materials
- deposition rate up to 5,5 kg/h
- lowest energy per unit
- environmental friendly, no spatter, low emission, no arc noise
- narrow gap welding technologies possible
- smaller aperture angles, less weld preparation time= less welding time